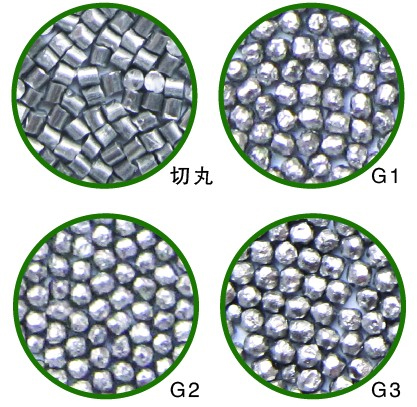
强化钢丸采用拉丝、裁切、强化等工艺精制而成,严格按照德国VDFI8001/1994和美国SAE J441,AMS2431标准生产。本产品颗粒大小均匀,产品硬度分别为HV400-500、HV500-555、HV555-605、 HV610-670及HV670-740;产品粒度大小从0.2mm-2.0mm;形状分别为圆形切丸、抛圆度G1、G2、G3;使用寿命从3500次至 9600次循环。
强化钢丸的喷丸强化工艺适应性较广;工艺简单、操作方便;生产成本低,经济效益好,强化效果明显。近年来,随着计算机技术发展,带着信息反馈监控的喷丸技术已 在实际生产中得到应用,使强化的质量得到了进一步提高。目前喷丸强化不仅用于汽车工业领域的弹簧、连杆、曲轴、齿轮、摇臂、凸轮轴等承受交变载荷的部件, 还广泛用于其他工业领域。如喷丸强化可以提高电镀零件的疲劳强度和结合力;各种合金钢经过任何一种电镀处理后,一般均会导致疲劳度下降10%~60%,而 喷丸强化则可有效提高疲劳强度,同时还可以增加电镀层的结合力,防止起泡。
| 项目 | 技术指标 | |
| 化学成分% | 碳C | 0.45%-0.85% |
| 硅Si | 0.15%-0.35% | |
| 锰Mn | 0.30%-1.30% | |
| 硫S | <0.050% | |
| 磷P | <0.040% | |
| 合金元素 | 适量 | |
| 硬度 | HRC45-50、50-5、55-6、58-63、60-65 | |
| 密度 | ≥7.6g/cm3 | |
| 容重 | 4.4kg/L | |
| 金相组织 | 形变珠光体 | |




